 磨削烧伤详解前言在磨削加工时,由于磨削区域的瞬时高温(一般为900-1500℃)形成零件层组织发生局部变化,并在表面的某些部分出现氧化变色,这种现象称为磨削烧伤。磨削烧伤对零件质量性能影响很大,所以...
磨削烧伤详解前言在磨削加工时,由于磨削区域的瞬时高温(一般为900-1500℃)形成零件层组织发生局部变化,并在表面的某些部分出现氧化变色,这种现象称为磨削烧伤。磨削烧伤对零件质量性能影响很大,所以...
 晶圆切割—辅助耗材对品质的影响在半导体封装阶段,如何能高太阳集团网站、高质量将一片有着成千上万颗芯片的晶圆分割成单颗芯片呢?
晶圆切割—辅助耗材对品质的影响在半导体封装阶段,如何能高太阳集团网站、高质量将一片有着成千上万颗芯片的晶圆分割成单颗芯片呢?
 2020中国国际光电博览会
2020中国国际光电博览会
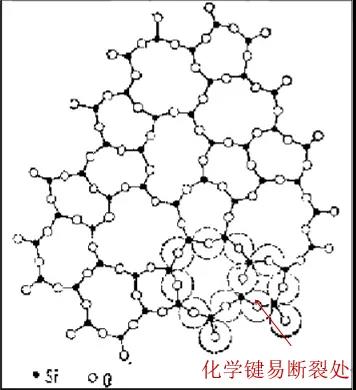 浅谈玻璃磨削崩边控制方法在磨削加工玻璃时最常遇到的问题就是崩边量超出范围,那么为什么会产生崩边呢?那就要从玻璃的内部结构说起了。
浅谈玻璃磨削崩边控制方法在磨削加工玻璃时最常遇到的问题就是崩边量超出范围,那么为什么会产生崩边呢?那就要从玻璃的内部结构说起了。
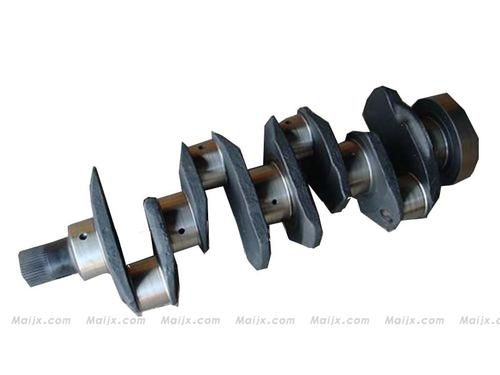 浅谈汽车曲轴加工工艺机体是发动机中的重要组成部分,是整个结构中的主体部分,各个零部件的安装都要在机体上进行。
常见的硬度测试方法洛氏硬度(HR)用一个金刚石圆锥(HRC)或经硬化的(钨)钢球压头(HRB等),以10kgf的预载荷和60, 100, 或 150kgf的主试验力压入被测材料表面。...
超硬材料行业技术发展现状与展望最近几年,超材料行业技术进步可圈可点,如金刚石大单晶.隧道窑无压烧结技术,组锯,精密加工金刚石工具,整体PCBN、NPD等,其它产品也稳中有进.未来超材料行业将进入稳定发展格局,既要发展...
齿轮磨削:成形法磨齿误差产生的原因与消除方法磨齿误差产生原因消除方法齿形均匀偏斜,但两边齿形偏斜方向相反砂轮修整器金刚石位置对齿轮轴线偏移调整砂轮修整器金刚石的位置使其对称于齿轮轴线两边齿形均匀偏斜砂轮修整器和金刚石对齿轮轴线的位...
珩磨常见问题及解决办法缺陷名称产生原因解决措施孔的尺寸精度低、尺寸不稳定1. 珩磨热量高,冷却后尺寸变小(1)珩磨余量大,时间长(2)珩磨头转速高,往复速度低(3)油石堵塞,自锐性不好(4)珩磨进给...
无心外圆磨及花键轴磨削产生的质量问题与解决措施一....
浅谈汽车曲轴加工工艺机体是发动机中的重要组成部分,是整个结构中的主体部分,各个零部件的安装都要在机体上进行。
常见的硬度测试方法洛氏硬度(HR)用一个金刚石圆锥(HRC)或经硬化的(钨)钢球压头(HRB等),以10kgf的预载荷和60, 100, 或 150kgf的主试验力压入被测材料表面。...
超硬材料行业技术发展现状与展望最近几年,超材料行业技术进步可圈可点,如金刚石大单晶.隧道窑无压烧结技术,组锯,精密加工金刚石工具,整体PCBN、NPD等,其它产品也稳中有进.未来超材料行业将进入稳定发展格局,既要发展...
齿轮磨削:成形法磨齿误差产生的原因与消除方法磨齿误差产生原因消除方法齿形均匀偏斜,但两边齿形偏斜方向相反砂轮修整器金刚石位置对齿轮轴线偏移调整砂轮修整器金刚石的位置使其对称于齿轮轴线两边齿形均匀偏斜砂轮修整器和金刚石对齿轮轴线的位...
珩磨常见问题及解决办法缺陷名称产生原因解决措施孔的尺寸精度低、尺寸不稳定1. 珩磨热量高,冷却后尺寸变小(1)珩磨余量大,时间长(2)珩磨头转速高,往复速度低(3)油石堵塞,自锐性不好(4)珩磨进给...
无心外圆磨及花键轴磨削产生的质量问题与解决措施一....